
LỖI IN 3D THƯỜNG GẶP VÀ CÁCH KHẮC PHỤC
In 3D là công nghệ mang lại nhiều tiện ích vượt trội, nhưng cũng đi kèm không ít sự cố trong quá trình vận hành. Bài viết dưới đây sẽ tổng hợp đầy đủ các lỗi in 3D thường gặp và cách khắc phục chi tiết, giúp bạn tiết kiệm thời gian, tối ưu bản in ngay từ lần đầu tiên.
1. Máy in 3D không ra nhựa:
Nguyên nhân:
- Hết sợi nhựa in.
- Sợi nhựa bị đứt do cơ cấu kẹp yếu hoặc tốc độ đùn quá nhanh.
- Động cơ đùn (extruder) bị quá nhiệt, hoạt động không ổn định.
Cách khắc phục:
- Kiểm tra và nạp thêm nhựa.
- Giảm tốc độ motor đùn.
- Để máy nguội hoàn toàn trước khi tiếp tục in.
- Kiểm tra hệ thống dây cáp và động cơ đùn đảm bảo hoạt động ổn định.

2. Đầu đùn bị tắc:
Nguyên nhân:
- Nhựa dư thừa đóng cặn trong đầu phun nozzle.
- Bụi bẩn tích tụ lâu ngày.
Cách khắc phục:
- Làm sạch đầu phun bằng phương pháp “cold pull”: nung nóng, đẩy nhựa ra, làm nguội xuống khoảng 100°C rồi nhẹ nhàng kéo sợi nhựa ra ngoài.

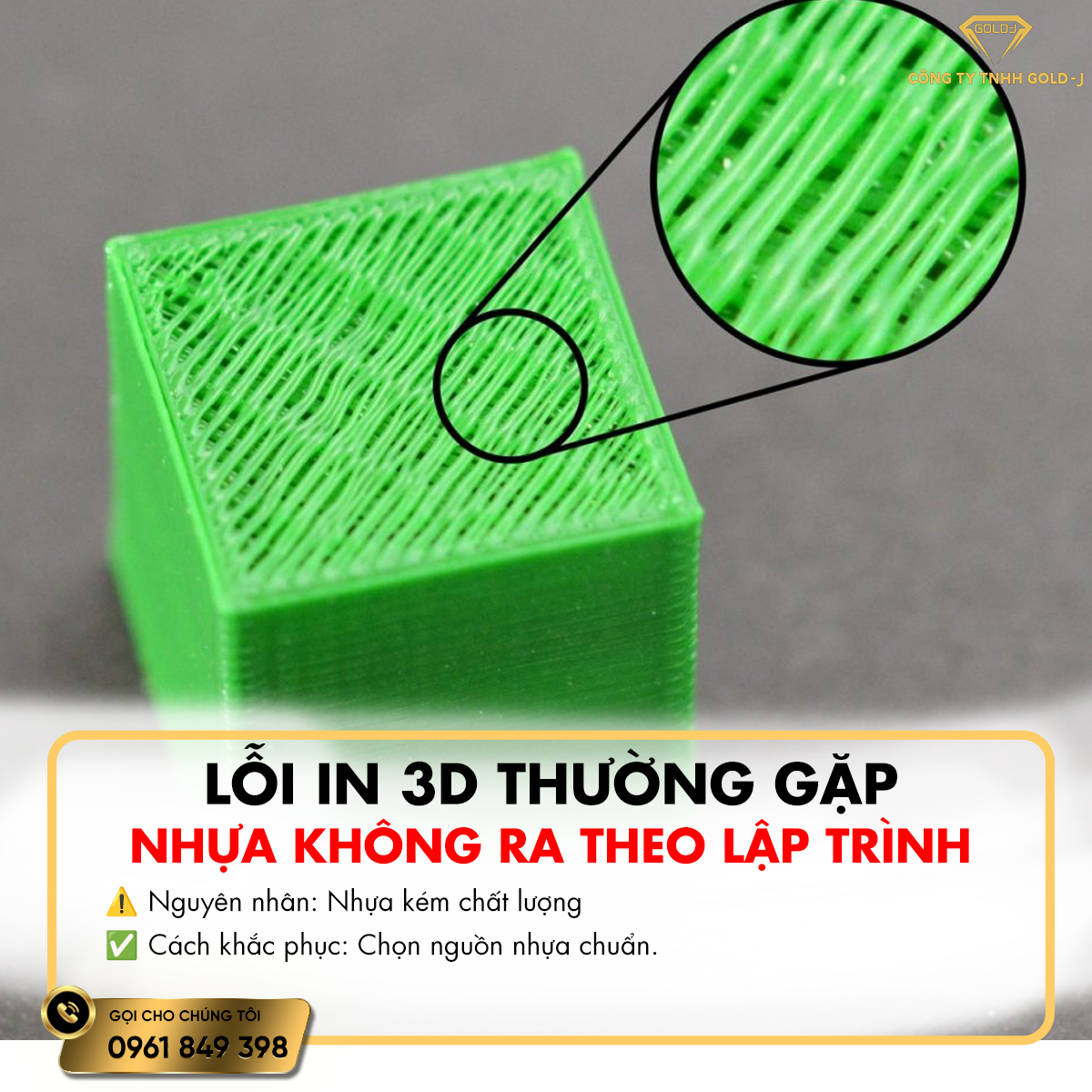
3. Nhựa in không đúng theo thiết kế:
Nguyên nhân:
- Sợi nhựa chất lượng thấp, dung sai kích thước không ổn định.
Cách khắc phục:
- Chọn mua nhựa in 3D chính hãng, nguồn cung cấp uy tín.
- Tham khảo kỹ thuật viên để lựa chọn loại vật liệu phù hợp với máy in.
🧊 4. Không in được chi tiết mỏng:
Nguyên nhân:
- Đầu nozzle đường kính lớn.
- Chế độ in chưa tối ưu cho chi tiết mỏng.
Cách khắc phục:
- Bật chế độ in lớp mỏng chuyên dụng trong phần mềm slicing.
- Thiết kế lại chi tiết với độ dày hợp lý hơn.
- Thay đầu nozzle kích thước nhỏ hơn.

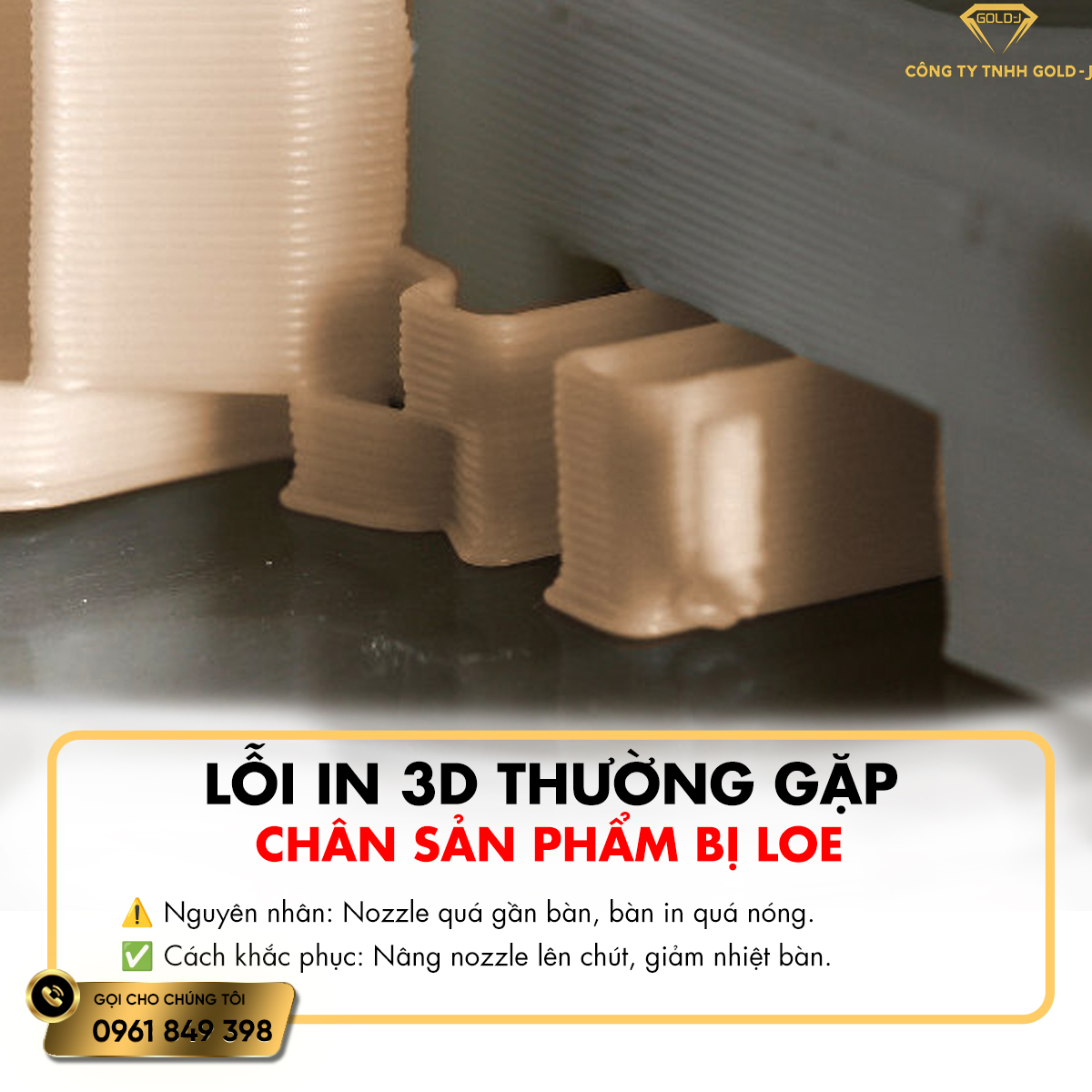
5. Chân sản phẩm bị loe (Elephant’s Foot) :
Nguyên nhân:
- Đầu nozzle đặt quá sát bàn in.
- Nhiệt độ bàn in quá cao khiến nhựa chảy lan.
Cách khắc phục:
- Nâng nhẹ đầu nozzle so với bàn in.
- Giảm nhiệt độ bàn in theo khuyến cáo của loại nhựa.
- Giảm tốc độ đùn lớp đầu tiên.
6. Sản phẩm xuất hiện bọt khí:
Nguyên nhân:
- Khí bị kẹt trong nhựa in.
- Mô hình thiết kế không có đường thoát khí tốt.
- Đùn nhựa với tốc độ quá nhanh.
Cách khắc phục:
- Thiết kế độ dày thành tường hợp lý.
- Điều chỉnh lại cổng thoát khí trong thiết kế.
- Giảm tốc độ đùn nhựa để khí dễ dàng thoát ra ngoài.

7. Nhựa không dính bàn in:
Nguyên nhân:
- Bàn in chưa cân bằng chính xác.
- Bề mặt bàn in bám bụi, dầu mỡ.
- Khoảng cách giữa đầu nozzle và bàn in không chuẩn.
- Lớp keo bám dính không đủ.
Cách khắc phục:
- Cân bàn in chính xác trước khi in.
- Vệ sinh bề mặt bàn bằng cồn isopropyl.
- Sử dụng keo dính, băng keo Kapton hoặc giấy dán phù hợp.
- Điều chỉnh khoảng cách đầu nozzle chuẩn xác theo thông số khuyến nghị.

8. Máy in quá nhiệt hoặc thiếu nhiệt:
Nguyên nhân:
- Bộ điều khiển PID chưa được hiệu chỉnh chính xác.
- Nhiệt độ đầu đùn dao động vượt ngưỡng cho phép (>2°C).
Cách khắc phục:
- Hiệu chỉnh lại PID trên hệ thống điều khiển.
- Theo dõi nhiệt độ đầu đùn qua bảng điều khiển hoặc phần mềm giám sát.
- Đảm bảo nhiệt độ ổn định trong suốt quá trình in 3D.

Việc hiểu rõ các lỗi in 3D thường gặp và cách khắc phục chuẩn xác sẽ giúp bạn vận hành máy in 3D hiệu quả hơn, tránh lãng phí vật tư và tiết kiệm thời gian tối ưu bản in đẹp ngay từ đầu. Hãy thường xuyên kiểm tra và bảo dưỡng định kỳ để máy luôn hoạt động ổn định!
——————————————————————–
☎️ Hotline : 0961.849.398 (Mr. Hùng)
🏠 Địa chỉ : 99 Bùi Hữu Nghĩa, P.5, Q.5, TP. HCM
🌐 Website : https://goldj.vn
📍 Youtube : https://www.youtube.com/@teamgoldj99
📍 Tiktok : https://www.tiktok.com/@teamgoldj99



